Интернет-магазин
ООО «3ДТУЛ»
![]() $$
$$
Россия, г. Москва, ул. Дорогобужская, д. 14, стр. 4, офис 302
Интернет-магазин
ООО «3ДТУЛ»
![]() $$
$$
Россия, г. Москва, ул. Дорогобужская, д. 14, стр. 4, офис 302

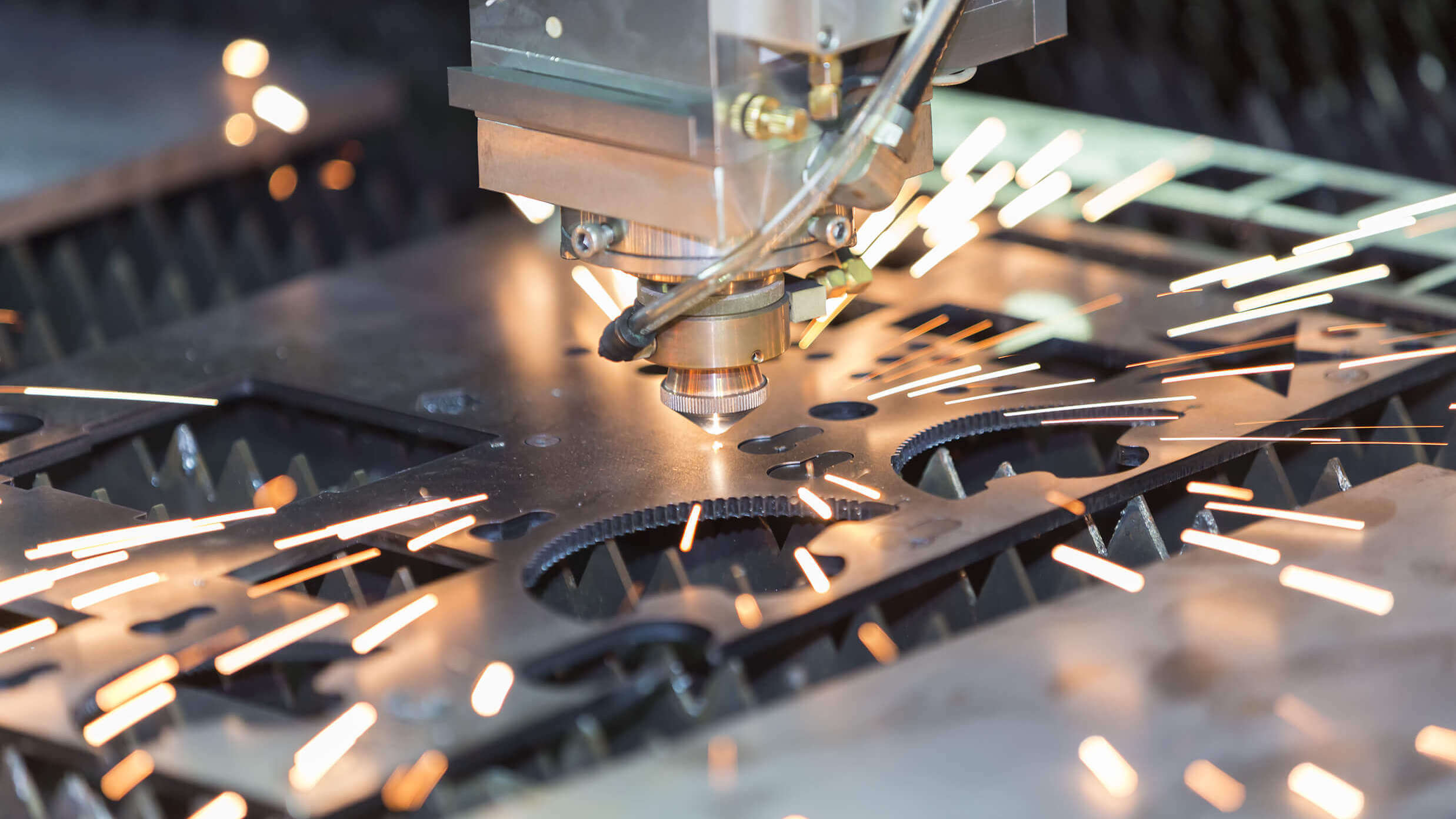
Лазерная сварка эффективна для создания неразъемного соединения металлов и сплавов. Она отличается точностью, повышенной производительностью, высоким качеством сварочного шва. Автоматизированное оборудование сокращает участие человека в технологическом процессе, что повышает скорость работ и ведет к снижению брака. Автоматические лазерные установки дорогие, но они быстро окупаются в условиях крупных предприятий и небольших ремонтных мастерских.
Лазерной сваркой называется технология соединения материалов плавлением за счет разогрева рабочей зоны лучом лазера. Такую методику применяют для высокоточной сварки, соединения деталей со сложной конфигурацией, мелких и крупногабаритных объектов, изделий с разной толщиной. Метод позволяет сваривать металлы, их сплавы, стекло, пластмассы, керамику.

Лазерную сварку широко используют в промышленности и народном хозяйстве для формирования неразъемных соединений. От других технологий этот метод отличает максимальная плотность энергии в пятне нагрева — до 1 МВт на см2. За счет этой особенности происходит быстрый разогрев и охлаждение области сварного шва, что ведет к сокращению теплового воздействия. В итоге материал не изменяет структурных качеств, поэтому снижение его прочности и растрескивание исключены.
Для лазерного соединения металлов потребуются специальные станки. Они бывают полуавтоматическими, автоматическими и роботизированными. Любые типы установок обладают схожим принципом работы. Они создают лазерный луч, который при контакте с материалом приводит к его моментальному разогреву и расплавлению.
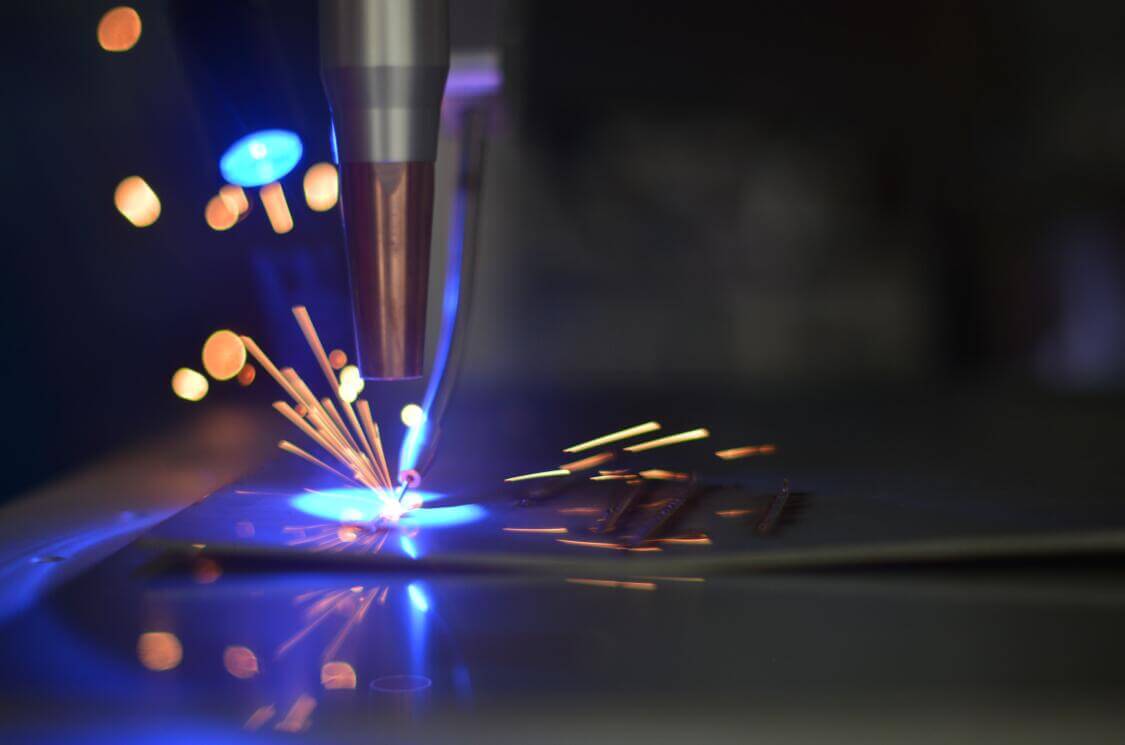
При лазерной сварке источником энергии выступает лазер. Формируемое квантовым генератором излучение фокусируется оптической системой, преобразуется в узконаправленный пучок и устремляется в рабочую область. При попадании луча на заготовку выделяется тепловая энергия, которая греет и плавит кромки — так образуется шов.
Лазерный луч обладает такими свойствами:

Лазерная сварка позволяет получить шовное или точечное соединение. Промышленные модели лазеров генерируют импульсные и непрерывные лучи. Непрерывные используют для точечных и шовных соединений, импульсные — только для точечных. Шовная сварка подходит для соединения деталей большой толщины и позволяет получить надежный шов без использования дополнительных присадочных материалов. При точечной используется лазерный луч, который фокусируется на маленькой области.
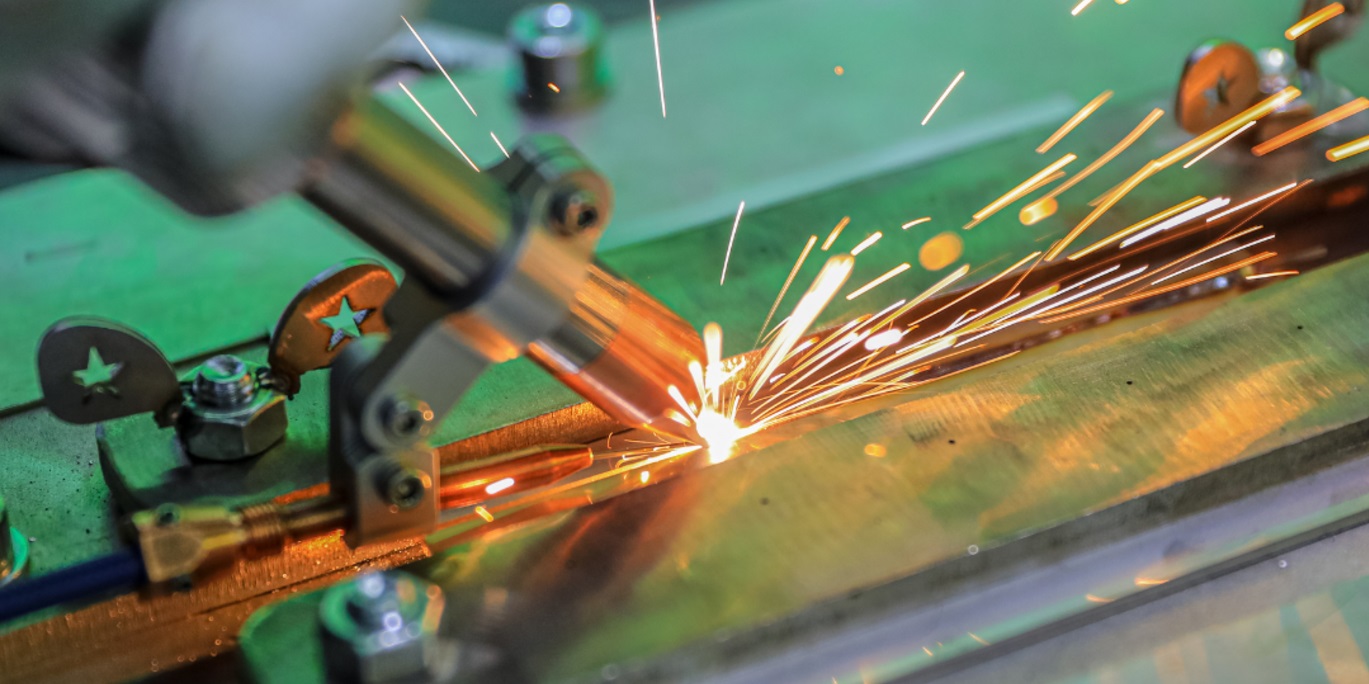
Последовательность действий при выполнении лазерной сварки:
Лазер создает прочный, плотный и долговечный шов без пустот, изъянов и других дефектов.

Лазерному соединению присущи определенные плюсы и минусы. Преимущества:
Оборудование можно встроить в любую производственную линию. У современных устройств предусмотрено множество рабочих режимов, есть возможность быстрой перенастройки системы при переходе на обработку новых изделий.
Недостатки:
Особые условия предъявляют к помещению, в котором будут выполняться работы. Важно соблюдать оптимальную температуру, влажность, запыленность, частоту электромагнитных излучений и другие параметры.
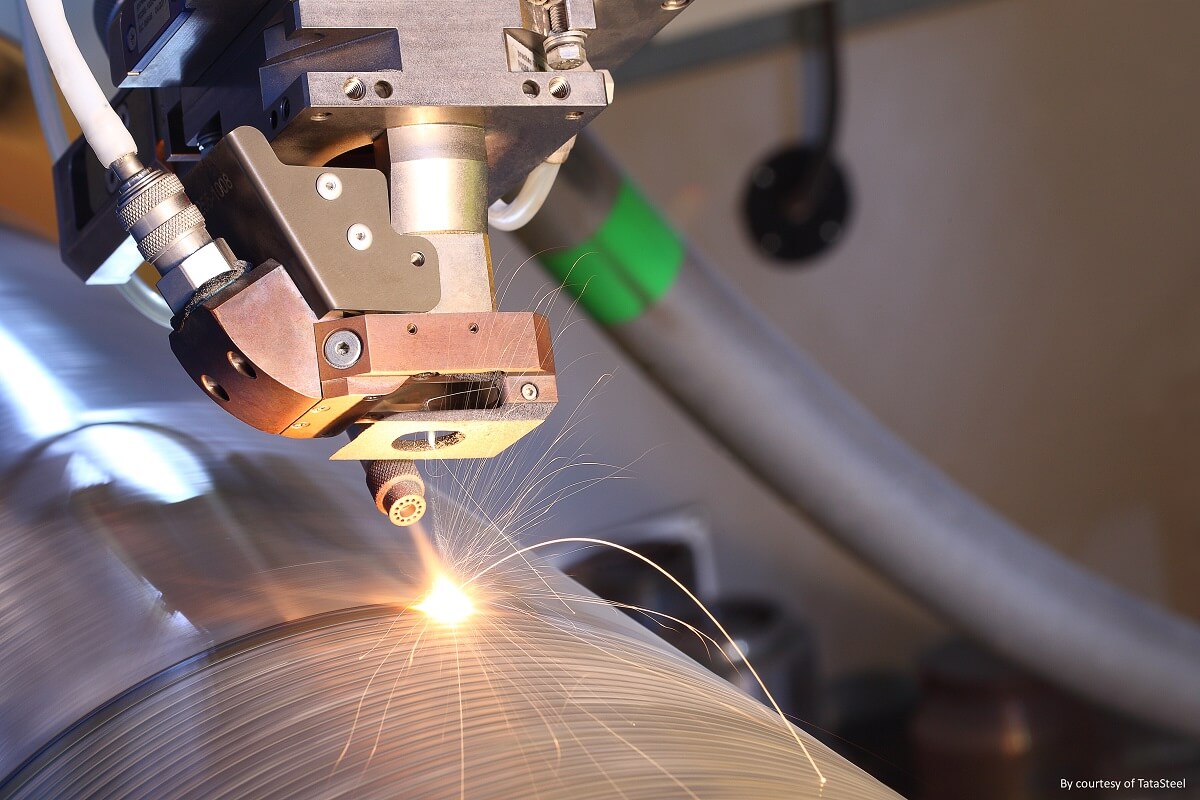
Условия лазерной сварки определяются многими факторами: типом лазера, настройками системы, характеристиками материалов, положением и толщиной свариваемых элементов. Точное позиционирование сфокусированного волоконного излучения обеспечивает выход мощного луча. Глубина сварного шва может быть сквозной, предельной или поверхностной, режим — непрерывным или импульсным. Мощность лазера и скорость его движения будут зависеть от размеров шва, типа и толщины материала.
Для обработки легированных сталей требуется высокая мощность потока, которая позволит уничтожить окисные пленки на поверхности. Титановые, вольфрамовые, алюминиевые изделия соединяют без присадок и защиты инертными газами. Для соединения тонких металлических листов используют расфокусировку луча для предотвращения сквозного выжигания.
Методы лазерной сварки:
Иногда прибегают к комбинированной сварке, при которой в рабочую подают присадочную проволоку. Ее толщина должна быть равна размеру лазерного луча и ширине сварного соединения.
Производители выпускают два типа аппаратов — газовый и твердотельный. Они различаются конструкцией, функционированием и применением.
В них предусмотрен стержень из рубина или неодимового стекла, который расположен в осветительной камере. Лампа накачки создает вспышки света, что приводит к возбуждению атомных частиц. Луч выходит через прозрачное зеркало, многократно отражается внутри рубинового стержня, за счет чего происходит его усиление. Твердотельные установки характеризуются небольшой мощностью, ее значения находятся в пределах от 1 до 6 кВт. Из-за такой особенности они применяются для соединения небольших деталей с малой толщиной или точечной сварки.

Их отличие от твердотельных моделей — повышенная мощность. В качестве активного компонента в них выступает смесь газов, обычно СО2+N2+Не. Она находится внутри трубки, на концах которой находятся параллельные зеркала. Одно из них непрозрачное, другое — пропускает свет. Работа газовых аппаратов заключается в создании электрических разрядов внутри трубки, в результате чего образующиеся электроны возбуждают молекулы газа — так появляется лазерный луч.
Мощность газовых моделей составляет 15-20 кВт и выше. Они позволяют сваривать металлические изделия толщиной до 2 см при скорости 1 метр в минуту. Их недостаток — большие размеры.

Представим несколько востребованных лазерных станков.
Многофункциональный высокоточный станок мощностью 20 кВт с жидкостным охлаждением источника. Оборудование с интуитивно понятным интерфейсом отличается простым и удобным управлением. Обеспечивает быстрое соединение металлов благодаря автоматизированной системе управления и настройки. Преимущества установки — простота эксплуатации, встроенные системы безопасности, стабильная работа. Raylogic FBW позволяет получить высокое качество швов и сэкономить материалы.

Ручной аппарат мощностью 15 кВт, длиной волны 1060-1080 нм с водяным типом охлаждения. Оборудование долговечное — срок службы его источника энергии составляет до 100 000 ч. Поддерживает два режима работы — непрерывный или импульсный. Характеризуется высокой точностью регулировки рабочих параметров, надежностью, удобным использованием и эффективностью.

Многофункциональный аппарат для сварки, резки, чистки металлических изделий от ржавчины. Установка мощностью 2000 Вт работает в ручном или автоматическом режиме. Может обрабатывать детали разных конфигураций, форм толщиной до 2 см. Имеет функцию изменения траектории луча. Отличается высокой скоростью, гибкостью настроек, универсальностью.

Многофункциональная установка мощностью 1500 Вт, которая поддерживает три функции:
Установка характеризуется высокой точностью и скоростью выполнения работ.

В промышленности особо востребованы два типа установок — газодинамические и гибридные.
Установки с самыми высокими показателями мощности от 100 кВт и более. Для работы используют окись углерода, которая разогревается до 3 000 градусов. Поле нагревания газ проходит через сопло Лаваля, постепенно охлаждаясь. Такие модели характеризуются низким КПД, поскольку в лазерное излучение преобразуется лишь часть энергии, другая — рассеивается в виде тепла.
На основе лазерных приборов разработаны комбинированные установки. Они включают элементы индукционной, дуговой, плазменной и иных технологий традиционной сварки. При сваривании конструкций с толстыми кромками в сварочную зону подается присадочная проволока. Она создает огненную электрическую дугу, чтобы заполнить пространство между деталями и создать надежное герметичное соединение.
Достоинство гибридных лазерных технологий — возможность объединения двух источников нагрева в один, за счет чего удается нивелировать минусы каждого из методов по отдельности. Они позволяют снизить себестоимость метра шва, увеличить качество сварки и скорость выполнения работ.

Несоблюдение технологии сварки может привести к разным дефектам, например:
Чтобы исключить ошибки, важно тщательно следить за выполнением всех технологических процессов и правильно настраивать оборудование. Для корректной работы с лазерными установками нужно иметь опыт и знания.

Лазерная технология применима для соединения разных видов стали, включая углеродистую, нержавеющую, тугоплавкую и сплавы. При сварке возможно образование закалочных структур в области термического влияния, возникновение трещин, пор в металле шва.
Лазеры используют для сварки алюминия и сплавов на основе этого металла. Работы усложняет высокая теплопроводность и низкая плавность металла, что нередко приводит к деформациям, появлению пор. Для нивелирования проблем важно правильно отрегулировать настройки и рабочие параметры устройств.
Лазерная сварка дает возможность получить надежные швы без деформаций. Технология позволяет обрабатывать титан быстрее по сравнению с традиционными методами.
Сварку используют для соединения медных деталей, проводов, сплавов. Медь хорошо проводит тепло и электричество, что усложняет обработку этого цветного металла.
Для латуни и ее сплавов важно правильно отрегулировать настройки, иначе на поверхности появится оксидная оболочка, приводящая к возникновению пустот.
Лазер позволяет получить герметичные соединения при сварке никелевых сплавов.
Это бесконтактная обработка поверхности, достойный конкурент пескоструйному методу. Позволяет очистить металлические изделия от ржавчины, старых лакокрасочных покрытий, сажи, жира и следов окисления.
Преимущества очистки металла лазером:
Принцип работы заключается в воздействии светового потока на металл. При отсутствии загрязнений луч отразится от поверхности. Поврежденные коррозией участки поглотят энергию, в результате чего окислы утратят прочность, разрушатся и легко отойдут от основы.
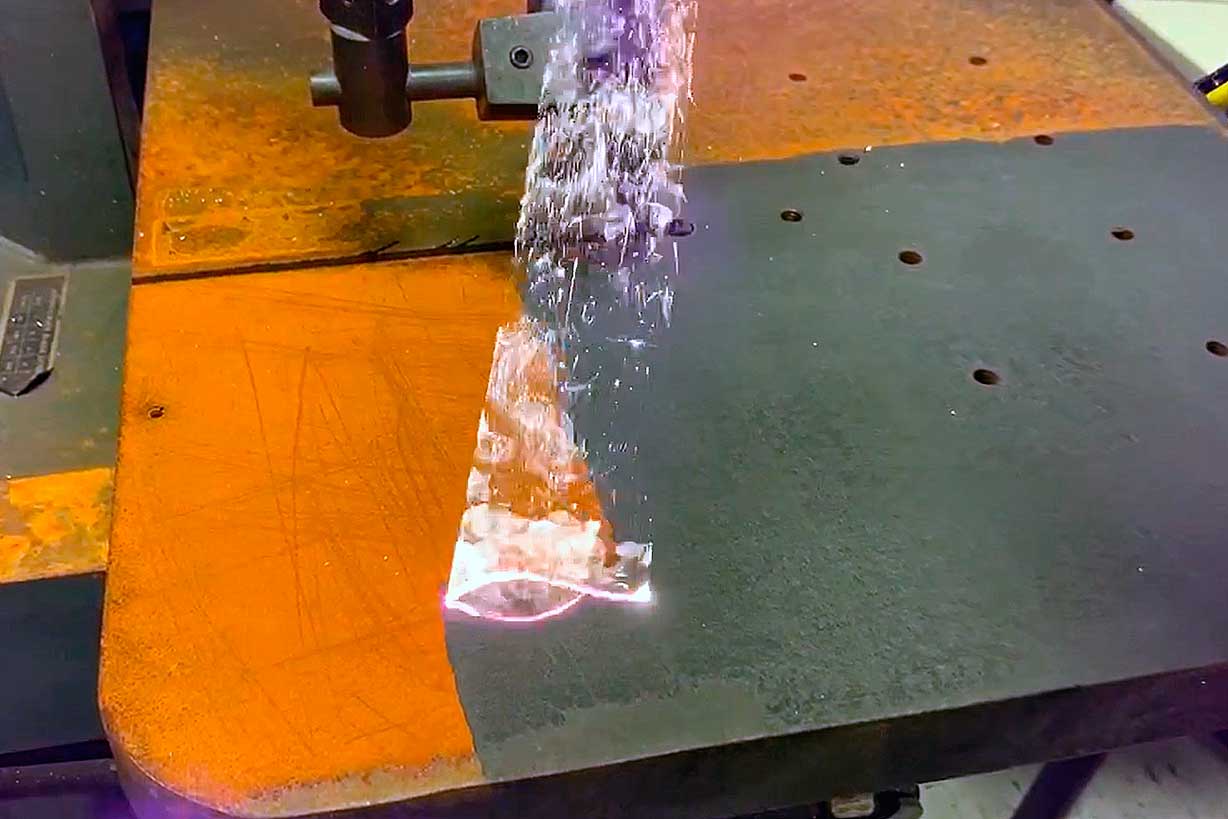
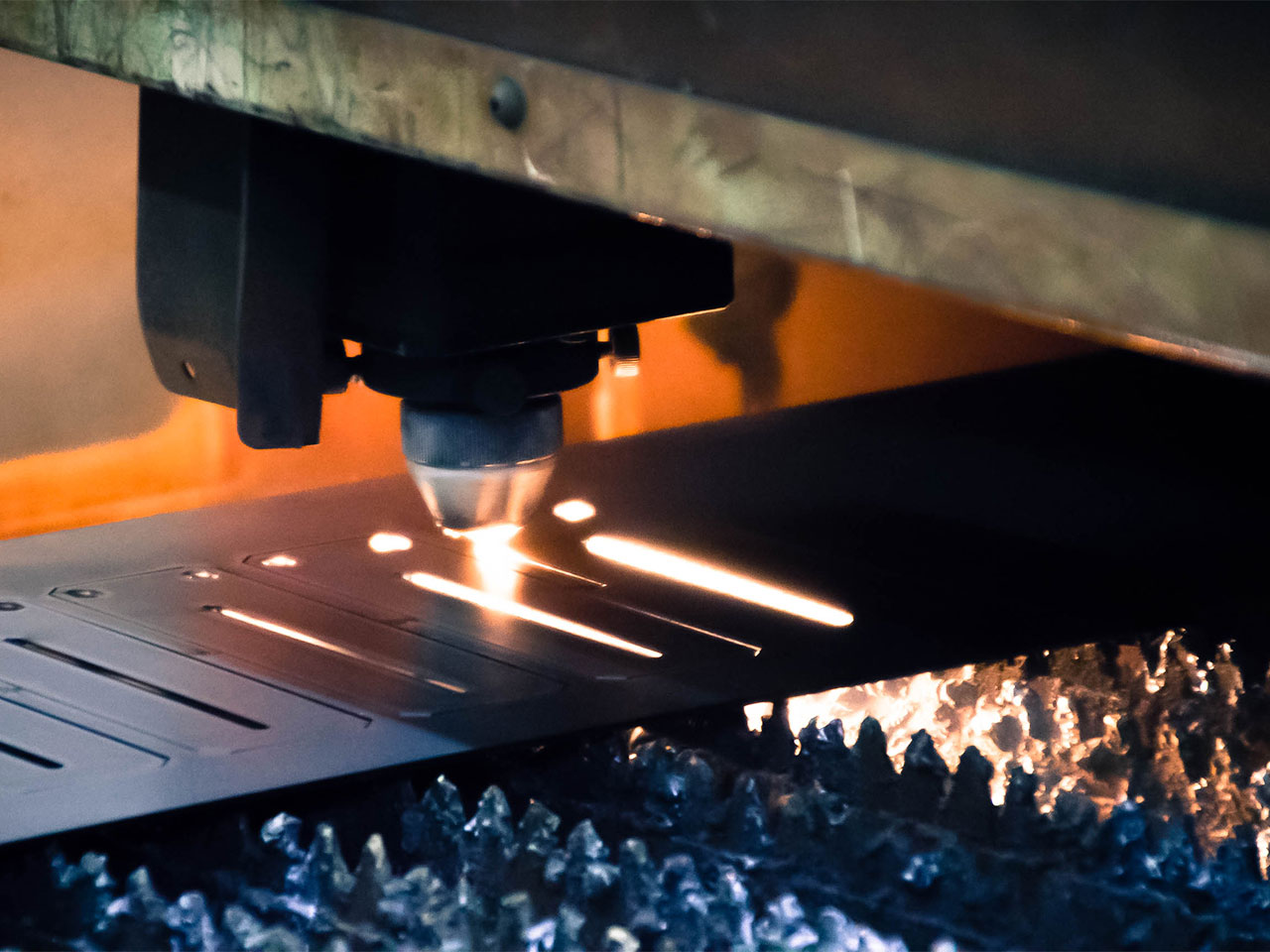
Это эффективная технология раскроя труб и листового металлопроката. Лазеры подходят для резки любых металлов, включая тугоплавкие. При воздействии узконаправленного пучка энергии частички металла плавятся, испаряются и выдуваются потоком газа. В результате получаются узкие резы с малой областью нагрева, что исключает деформацию заготовок.
Преимущества лазерной резки:
К недостаткам относят ограничение по толщине металла и высокую цену на установки.
Лазерные установки для сварки металлов востребованы в разных отраслях. Их применяют в электронике для изготовления микросхем, плат, соединения элементов, толщина которых измеряется в микронах. Аппараты позволяют спаивать элементы, которые не должны подвергаться высоким температурам.
Установки используют в авиации, автомобильной промышленности, медицине, атомной энергетике. Их применяют для:
Лазеры используют для производства оправ для оптики, протезов, искусственных суставов, скелетных штифтов и других конструкций. Благодаря точности лазерные установки применяют для производства ювелирных изделий.
Развитие электронной промышленности и машиностроения неразрывно связано с внедрением в производственный процесс инновационных технологий, основанных на новейших достижениях науки. К их числу относят лазерную обработку. Лазерные установки просты в эксплуатации, легко управляемы, эффективны. Лазером можно выполнить любые манипуляции: сварку, резку, чистку. С помощью оборудования соединяют материалы разных толщин, обрабатывают нержавейку, тугоплавкие металлы.


















Подпишитесь на последние обновления и узнавайте о новинках и специальных предложениях первыми